若检测出局部有缺陷,可先对其进行打磨,再根据主弦管材质,选用物理强度等级大于母材的焊条按照焊接工艺实施补焊。在对缺陷部位补焊后,要进行二次探伤处理,直至整体无缺陷方可进行下一道工序。
3.臂节拼装工艺
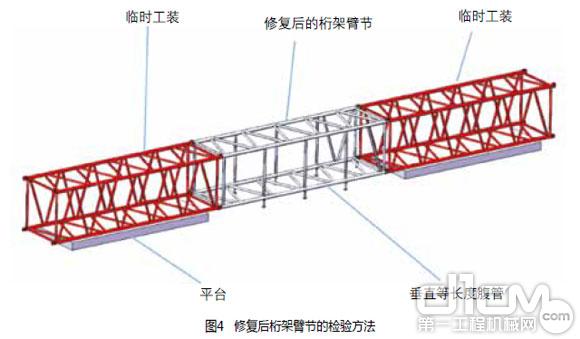
臂节拼装是指将经校正及探伤检测后的单片主弦管与腹管进行拼装连接。修复后的臂节与其他臂节要能够互换连接。臂节整体拼装如图4所示。
(1)准备拼装工装
拼装时需先准备2节原机完好吊臂作拼接用临时工装,再将这2节吊臂(临时工装)分别放置在两端等高平台上,然后将两端的等高平台找平至同一水平面内。
(2)拼装单片主弦管
拼装时先在临时工装之间安装下单片主弦管,再连接上单片主弦管。具体实施内容如下:
首先,将需拼装的下单片主弦管安装于2个工装中间下方,用连接销连接下单片与两端工装。
其次,找正下单片主弦管与工装连接的水平度及直线度,在中间部位下面等距离地放置几个机械千斤顶进行水平调节,直至其高度误差在合理范围内。
再次,将需拼装的上单片主弦管置于2个工装中间上方,在上、下单片主弦管之间,用等长垂直腹管将主弦管等间距支撑固定,以避免上单片主弦管发生挠曲变形。
最后,对上、下单片主弦管的各点水平高度进行复核,确保其误差符合要求。
由于下单片主弦管事先已找平,上单片主弦管受等长垂直腹管间隔支撑平行于下单片,所以上单片主弦管也可以保持水平。
(3)拼接立面斜拉腹管
上、下单片主弦管找平后,可将立面斜拉腹管逐段点焊固定。在逐段点焊固定立面斜拉腹管后,可将主弦管竖直的等长垂直腹管逐级取下。
2024-04-18 09:51
2024-04-18 09:51
2024-04-18 09:50
2023-11-21 09:32
2023-11-01 14:51
2023-09-19 10:22
2023-09-14 09:30
2023-08-08 14:26
2023-07-31 09:32
2023-07-31 09:18














 粤公网安备 44010602004383号
粤公网安备 44010602004383号