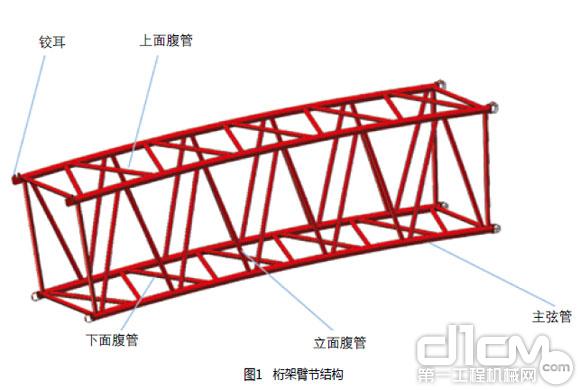
履带起重机吊臂大多采用桁架结构,桁架由低合金高强度的钢管焊接而成,其主要由主弦管、腹管及铰耳等组成,如图1所示。作为履带起重机最重要的受力结构部件,吊臂承载着履带起重机吊起重物的全部质量。吊臂的主弦管一旦受损变形,将使吊臂整体失去稳定性,严重影响吊臂及整机作业安全。本文结合一款进口大型履带起重机多节吊臂受损变形修复实例,重点介绍吊臂主弦管修复工艺及臂节拼装工艺。
1.变形分类及修复要求
履带起重机主弦管受损变形状况一般可分为下述2种状况:一种是腹管弯曲变形后直线长度收缩,导致主弦管产生弯曲变形;另一种情况是主弦管受到外力冲击(如起重机发生倾覆事故、交通事故),引起主弦管弯曲变形。
对于第1种变形状况,尽快校正或更换受损变形的腹管,即可使主弦管恢复到原有的直线状态。
第2种状况大都会引起吊臂大幅度弯曲,修复起来也较为复杂。一般的履带起重机吊臂修复要求有3点:一是吊臂的主弦管与腹管交汇处只能实施2次焊接。二是吊臂主弦管与腹管交汇处偏差不得大于4.8mm,三是腹管弯曲量不得超过腹管直径的5%。受损的吊臂主弦管可按上述规定实施校正修复。
臂节修复时,须先修复单片主弦管,再将单片主弦管拼装为臂节。
2.主弦管修复工艺
(1)准备工作
在测量前,需割除连接在主弦管上弯曲变形的腹管。此时应尽可能保留与上、下单片主弦管相连的腹管,以保持单片主弦管及腹管的整体尺寸。如无法保留上、下单片主弦管,则将其中间连接腹管全部割除。在整体拼装前,需先将上、下单片主弦管拼装,再进行整体拼装。
割除立面连接腹杆时,应将立面腹管根部保留10~15mm,然后用砂轮机将其打磨至主弦管根部。打磨时不能连续打磨,以免引起主弦管局部因打磨温度过高丧失原有的机械性能。在切割或打磨时主弦管的温度不能超过200℃。
2024-04-18 09:51
2024-04-18 09:51
2024-04-18 09:50
2023-11-21 09:32
2023-11-01 14:51
2023-09-19 10:22
2023-09-14 09:30
2023-08-08 14:26
2023-07-31 09:32
2023-07-31 09:18














 粤公网安备 44010602004383号
粤公网安备 44010602004383号